
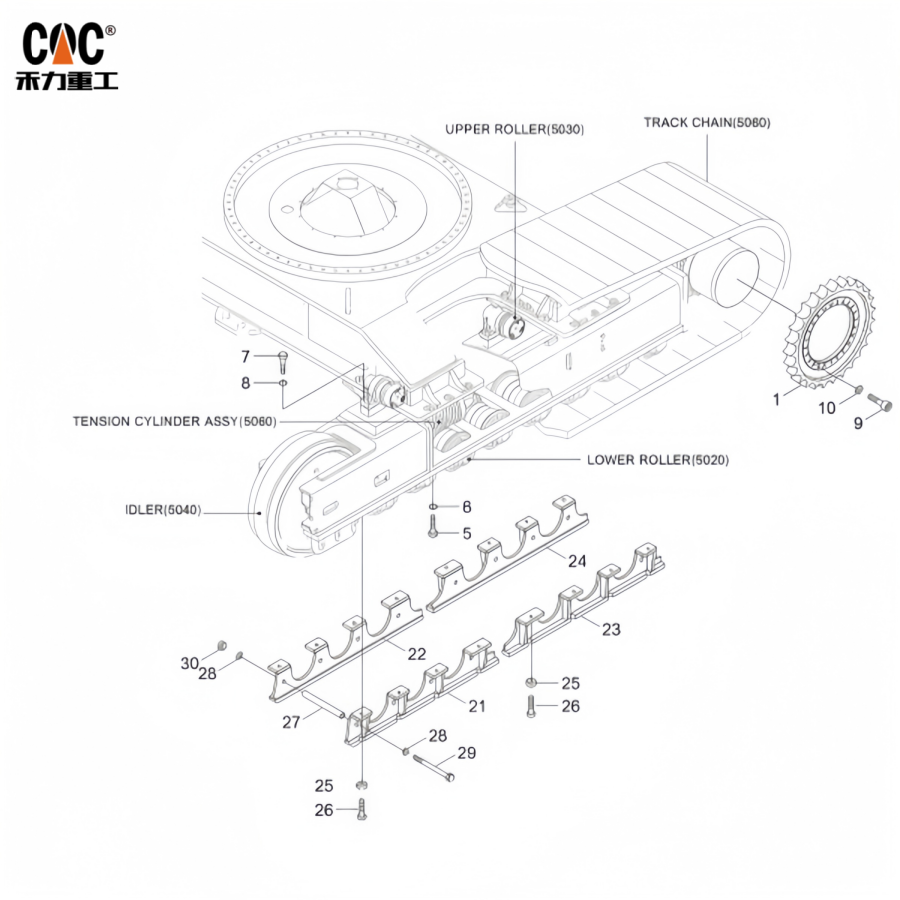
Conxunto de rolos inferiores de oruga HYUNDAI 81QE11010 R1250/Fabricante de compoñentes de chasis de escavadora de orugas de alta resistencia - HELI MACHINERY MANUFACTURING CO.,LTD (CQC TRACK)


Libro branco de enxeñaría: OConxunto de rodillos inferiores de oruga para HYUNDAI R1250 81QE11010Unha síntese de enxeñaría de precisión e servizo severo certificada por HELI MACHINERY MANUFACTURING CO., LTD.
Identificador do documento: TWP-CQC-HMMCL-81QE11010-01
Data de publicación: decembro de 2025
Clasificación: Especificación técnica pública
1.0 Resumo executivo: A vantaxe da enxeñaría da certificación
Este documento técnico describe a filosofía de enxeñaría, o rigor da fabricación e as especificacións de rendemento do conxunto de rolos inferiores de cadea HYUNDAI 81QE11010 para a escavadora de cadeas de servizo pesado da clase R1250, tal e como foi deseñado e producido por HELI MACHINERY MANUFACTURING CO., LTD. (coa marca CQC TRACK). Nunha industria onde a falla dos compoñentes equivale a un tempo de inactividade catastrófico, a nosa oferta transcende o paradigma dunha mera peza de reposto. Incorpora un produto deseñado para a certificación, onde os protocolos rigorosos e sistematizados do marco de Certificación de Calidade de China (CQC) están intrinsecamente entrelazados en cada etapa do seu ciclo de vida, desde o abastecemento metalúrxico ata a auditoría final.
A tese central desta montaxe é que a verdadeira fiabilidade en aplicacións de servizo severo non é un resultado accidental, senón un resultado verificable dun proceso controlado e auditado. HELI MACHINERY opera baixo un paraugas de certificación multinivel, que posúe tanto o recoñecemento do sistema de calidade ISO 9001:2015 como varios certificados de certificación de produtos CQC específicos (por exemplo, CQC17704176145). Esta dobre base esixe un sistema de garantía de calidade en fábrica que abrangue todo, dende a verificación de provedores e a validación de compoñentes clave ata o mantemento preciso dos equipos de produción e o mantemento exhaustivo de rexistros que abarcan polo menos 24 meses. Para o operador da R1250, isto tradúcese nun compoñente do chasis cuxa consistencia e durabilidade documentadas están deseñadas, fabricadas e verificadas perpetuamente, o que ofrece un custo total de propiedade minimizado a través dun tempo medio maximizado entre fallos.
2.0 Deconstruíndo o protocolo de fabricación deseñado para a certificación
O valor do conxunto 81QE11010 baséase na disciplina aplicable do sistema de inspección e supervisión de fábricas do CQC. A seguinte táboa mostra como estes procedementos obrigatorios se traducen directamente na calidade e trazabilidade tanxibles dos compoñentes.
| Requisito de garantía de calidade de fábrica de CQC | Implementación en produción de 81QE11010 | Vantaxes de enxeñaría e fiabilidade para o usuario final |
|---|---|---|
| Programa de selección e xestión de provedores | Rigorosa verificación e aprobación de provedores de forxas de aceiro aliado e materiais de selado especiais. | Garante a integridade da materia prima, o determinante fundamental da vida útil á fatiga e da resistencia ao impacto. |
| Inspección e verificación de compoñentes/materiais clave | Inspección de entrada de pezas en bruto de rodillos forxados e buchas de aliaxe sinterizada segundo as especificacións certificadas. | Impide que entren en produción materiais de baixa calidade, unha aplicación directa do principio de "primeira responsabilidade" de CQC. |
| Probas de confirmación regulares para compoñentes clave | Mostraxe periódica e probas de laboratorio da dureza, microestrutura e composición química dos materiais. | Ofrece validación continua e obxectiva de que as propiedades dos materiais permanecen dentro dos límites de enxeñaría especificados. |
| Sistema de mantemento de equipos de produción | Mantemento preventivo programado para tornos CNC, unidades de temperado por indución e rectificadoras. | Garante a precisión do mecanizado e a consistencia do tratamento térmico, lote tras lote. |
| Procedementos de probas de rutina e de confirmación | Inspección dimensional ao 100 %; mostraxe para probas de carga dinámica e validación da integridade do selo. | Verifícase o axuste de cada unidade e o rendemento da mostra confírmase estatisticamente segundo os estándares de proba de tipo. |
| Control de produtos non conformes | Corentena sistemática e análise de calquera peza que non cumpra algún punto de control de inspección. | Garante que só se monten os compoñentes que cumpren todas as especificacións, protexendo a integridade do produto final. |
| Auditoría Interna de Calidade e Revisión da Xestión | Auditorías internas programadas e revisións da dirección de todo o sistema de xestión da calidade. | Impulsa a mellora continua e garante a eficacia sostida do sistema. |
| Conservación exhaustiva de rexistros (≥24 meses) | Trazabilidade dixital completa para cada lote de produción: certificados de materiais, rexistros de tratamento térmico, resultados de inspección. | Ofrece unha transparencia sen igual e admite a análise de garantías ou fallos con datos concretos. |
3.0 Exexese técnica: Enxeñaría a nivel de compoñentes baixo certificación
O marco CQC proporciona o "como"; a enxeñaría avanzada define o "que". O conxunto 81QE11010 é unha clase maxistral en ciencia de materiais e deseño mecánico específicos.
3.1 Corpo e brida do rodillo: forxados e endurecidos para a abrasión Dominion
- Material: O núcleo é unha peza en bruto forxada de aceiro de aliaxe de gran fino de alta resistencia á tracción 40SiMnTi ou 50Mn. Esta selección prioriza unha templabilidade e unha tenacidade do núcleo excepcionais sobre os aceiros comúns de menor calidade.
- Proceso: Sometido a un endurecemento por indución profunda controlado por ordenador. Os parámetros do proceso están meticulosamente documentados segundo os rexistros de control de procesos obrigatorios polo CQC.
- Especificación: Alcanza unha dureza superficial de 58-62 HRC cunha profundidade de encapsulado efectiva controlada de 8-12 mm, que pasa a un núcleo resistente de 38-42 HRC. Esta superficie profunda e dura como o vidro está deseñada para soportar o desgaste abrasivo extremo da rocha e o solo pulverizados, mentres que o núcleo dúctil absorbe os impactos de alto impacto inherentes á minería e ás canteiras, evitando fracturas fráxiles catastróficas.
3.2 O eixe de selado: un sistema tribolóxico e de contención
- Eixe: Fabricado con aceiro de aliaxe 40Cr ou 20CrMnTi endurecido por cementación, rectificado con precisión ata obter un acabado de espello (Ra ≤ 0,4 μm). Isto minimiza a fricción e o desgaste na interface de selado, un factor crítico para a integridade a longo prazo.
- Casquillo: Utiliza unha aliaxe de cobre sinterizado impregnada en aceite de alta densidade. Este material ofrece unha excelente adaptabilidade e capacidade de soporte de carga, e o lubricante incorporado proporciona unha fonte secundaria de lubricación de emerxencia.
- Sistema de selado: Emprega un selo labiríntico de varias etapas e adaptable á presión. Este sistema integra un anel de desgaste metálico flotante primario para desviar os abrasivos grosos, un selo de goma de nitrilo multibeizo energizado por un deseño de resorte patentado e un labiríntico purgado con graxa. Está deseñado para manter a integridade baixo a alta presión estática da inmersión profunda na lama e a presión dinámica da rotación da oruga a alta velocidade.
3.3 Montaxe e validación final: a porta final
A montaxe realízase nun ambiente controlado. A cavidade purgáse e énchese cunha graxa de complexo de litio de extrema presión (EP) especificada para un amplo rango de temperaturas (de -30 °C a +150 °C). Antes do envío, cada unidade sométese a unha proba de funcionamento final para comprobar a suavidade de rotación e a integridade do selado. Esta comprobación final é unha parte obrigatoria da "inspección de rutina" definida polo CQC, que pecha o ciclo do control de calidade da produción.

4.0 Conformidade, intercambiabilidade e compromiso de rendemento
- Compatibilidade cos fabricantes de equipos orixinais (OEM): o 81QE11010 está deseñado para a intercambiabilidade directa e sen modificacións co sistema de chasis do HYUNDAI R1250. Todas as dimensións críticas da interface (diámetro do eixe, paso circular do orificio do parafuso, ancho total e perfil da brida) mantéñense con tolerancias estritas.
- Garantía de rendemento: O compoñente está respaldado por unha garantía de rendemento que está avalada polo seu proceso de fabricación certificado. A extensa documentación requirida pola supervisión de CQC proporciona unha base obxectiva para esta confianza.
- Garantía de subministración global: HELI MACHINERY MANUFACTURING CO., LTD. ofrece soporte loxístico global con embalaxes estándar de exportación e documentación de certificación completa, incluídos certificados de proba de materiais e informes de inspección de fábrica, o que facilita unha adquisición transfronteiriza sen fisuras.
5.0 Conclusión: Redefinición do valor mediante un proceso verificable
O/AConxunto de rodillos inferiores de oruga para HYUNDAI R1250 81QE11010de HELI MACHINERY (CQC TRACK) representa unha evolución definitiva dunha peza de reposto básica a un compoñente de enxeñaría con garantía de proceso. A súa superioridade non se afirma simplemente, senón que se aplica estruturalmente mediante os rigores da certificación de produtos CQC e a supervisión da fábrica. Esta abordaxe de certificación e enxeñaría garante que cada unidade entregada sexa descendente directa dun deseño rigorosamente probado e aprobado, fabricado dentro dun sistema de calidade suxeito a vixilancia anual e auditorías non anunciadas.
Para o xestor de equipos esixente, a proposta de valor é clara: investir nun compoñente cuxa vida útil prolongada e fiabilidade inquebrantable estean integradas no seu propio ADN e validadas por un dos réximes de avaliación da calidade máis estruturados da fabricación. Isto resulta na métrica definitiva para a maquinaria pesada: dispoñibilidade maximizada da máquina e custo minimizado por hora de funcionamento.
Aviso legal: As especificacións e os deseños están suxeitos a melloras continuas. Recoméndase verificar o modelo exacto da máquina e o rango de números de serie para garantir a compatibilidade antes da adquisición. A información de certificación CQC baséase nas credenciais públicas do fabricante e nos protocolos estándar de CQC.
Categorías de produtos
-

w154A-Z2/rodillo de orugas-rodillo inferior-miniescavadora...
-

Rolo de orugas para escavadora Doosan (200104-00012A,20...
-

CQC-Miniexcavadora/Rodillo de orugas YQS35 peza de reposto...
-

HITACHI/EX3000-(9066272,A7635000M00)-rolo de oruga...
-

Pezas de maquinaria de construción personalizadas para escavacións...
-

Venda en quente de SK60 SK200/24100N6292F2/24100N8009...






